ИЗГОТОВЛЕНИЕ ХОНГОЛОВОК ДЛЯ ОБРАБОТКИ ПОСТЕЛЕЙ



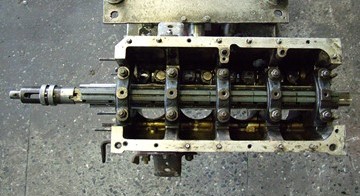

Для финишной обработки постелей коленчатых валов мы предлагаем высокотехнологичный инструмент – хонголовки. С их помощью восстанавливаются постели любых блоков цилиндров с точностью до 0,005мм.
Использование данного инструмента предполагает обязательную предварительную расточку. На сегодняшний день нами изготавливаются хонголовки 5-ти основных типоразмеров:
• 1 диапазон: Ǿ50..65мм.
• 2 диапазон: Ǿ63..80мм.
• 3 диапазон: Ǿ78..100мм.
• 4 диапазон: Ǿ98..133мм.
• 5 диапазон: от Ǿ170.
Каждая хонголовка путем подкладывания мерных (шлифованных) шайб под опорные колодки (по три шайбы), перенастраивается на обработку другого (большего) диаметра в течении 10 мин.
Стойкость абразивных брусков при правильной эксплуатации инструмента - 300-400 блоков. В случае же их катастрофического износа, заменить (переклеить) на новые и притереть хонголовку к конкретному диаметру абсолютно реально в условиях потребителя. Характеристика, марка и условия пропитки абразивных брусков прилагаются при заказе.
















